






產品分類 更多>>



1、澳標H型鋼250UC72.9雙流道二次燃燒氧槍的氧氣是通過主氧流道與輔氧流道分別供給熔池。槍身為四層同心圓套管,中心管為主氧流通道,氧氣供給拉瓦爾噴頭;與中心管相鄰的管為輔6什么是活性石灰,活性石灰有哪些特點,使用活性石灰有什么好處?:通常把在1050-1150℃溫度下,在回轉窯或新型豎窯(套筒窯)內焙燒的石灰,即具有高反應能力的體積密度小、氣孔率高、比表面積大、晶粒細小的優質石灰叫活性石灰,也稱軟燒石灰。活性石灰的水活性度大于310ml,體積密度小,約為1.7-2.0g/cm3,氣孔率高達40%以上,比表面積為0.5-1.3cm2/g;晶粒細小,熔解速度快,反應能力強。
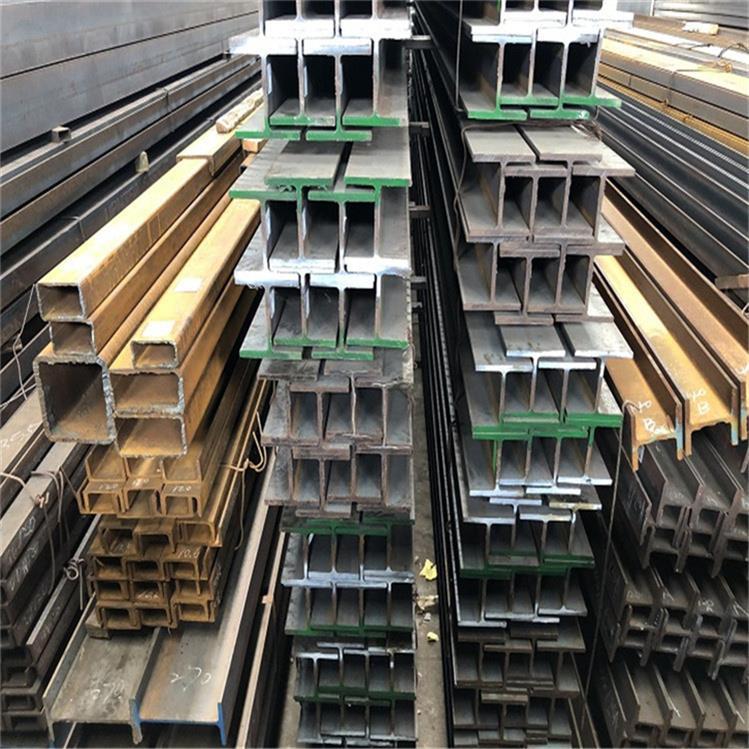
2、250UC72.9澳標H型鋼的執行標準:AS/NZS 3679.1,材質有:G250、G300、G350等

4、澳標H型鋼規格型號表:
冶金礦產:
孔金屬化時,化學鍍銅反應是在孔壁和整個銅箔表面上同時發生的。如果某些部位不清潔,就會影響化學鍍銅層和印制導線銅箔間的結合強度,所以在化學鍍銅前必須進行基體的清潔處理。最常用的清洗液及操作條件列于表如下:清洗液及操作條件配方組分123碳酸鈉(g/l)4~6——磷酸三鈉(g/l)4~6——OP乳化劑(g/l)2~3——(g/l)—1~15—金屬洗凈劑(g/l)——1~15溫度(℃)554處理時間(min)333攪拌方法空氣攪拌機械移動空氣攪拌機械移動空氣攪拌機械移動3.覆銅箔粗化處理利用化學微蝕刻法對銅表面進行浸蝕處理(蝕刻深度為2-3微米),使銅表面產生凹凸不平的微觀粗糙帶活性的表面,從而保證化學鍍銅層和銅箔基體之間有牢固的結合強度。
2、250UC72.9澳標H型鋼的執行標準:AS/NZS 3679.1,材質有:G250、G300、G350等
4、澳標H型鋼規格型號表:
| 澳標H型鋼現貨庫存表 | |||
| 型號 | 米重 | 型號 | 米重 |
| 150UB 14.0 | 14 | 310UB 46.2 | 46.2 |
| 150UB 18.0 | 18 | 310UC 96.8 | 96.8 |
| 150UC 23.4 | 23.4 | 310UC 118 | 118 |
| 150UC 30.0 | 30 | 310UC 137 | 137 |
| 150UC 37.2 | 37.2 | 310UC 158 | 158 |
| 200UB 18.2 | 18.2 | 360UB 44.7 | 44.7 |
| 200UB 22.3 | 22.3 | 360UB 50.7 | 50.7 |
| 200UB 25.4 | 25.4 | 360UB 56.7 | 56.7 |
| 200UB 29.8 | 29.8 | 410UB 53.7 | 53.7 |
| 200UC 46.2 | 46.2 | 410UB 59.7 | 59.7 |
| 200UC 52.2 | 52.2 | 460UB 67.1 | 67.1 |
| 200UC 59.5 | 59.5 | 460UB 74.6 | 74.6 |
| 250UB 25.7 | 25.7 | 460UB 82.1 | 82.1 |
| 250UB 31.4 | 31.4 | 530UB 82 | 82 |
| 250UB 37.3 | 37.3 | 530UB 92.4 | 92.4 |
| 250UC 72.9 | 72.9 | 610UB 101 | 101 |
| 250UC 89.5 | 89.5 | 610UB 113 | 113 |
| 310UB 32.0 | 32 | 610UB 125 | 125 |
冶金礦產:
孔金屬化時,化學鍍銅反應是在孔壁和整個銅箔表面上同時發生的。如果某些部位不清潔,就會影響化學鍍銅層和印制導線銅箔間的結合強度,所以在化學鍍銅前必須進行基體的清潔處理。最常用的清洗液及操作條件列于表如下:清洗液及操作條件配方組分123碳酸鈉(g/l)4~6——磷酸三鈉(g/l)4~6——OP乳化劑(g/l)2~3——(g/l)—1~15—金屬洗凈劑(g/l)——1~15溫度(℃)554處理時間(min)333攪拌方法空氣攪拌機械移動空氣攪拌機械移動空氣攪拌機械移動3.覆銅箔粗化處理利用化學微蝕刻法對銅表面進行浸蝕處理(蝕刻深度為2-3微米),使銅表面產生凹凸不平的微觀粗糙帶活性的表面,從而保證化學鍍銅層和銅箔基體之間有牢固的結合強度。





















